Snack Manufacturer of the Year: Ballreich Bros. potato chip production

The Sweet Potato Chips feed into one of seven bucket weighers that weigh them before dispensing them down through a chute leading to one of seven vertical form/fill/seal systems on the floor below to be bagged. Then the chip bags drop through another chute to accumulating tables, above, on the lower level of the plant where they’re case-packed.



At the time of SF&WB’s visit, Ballreich was running its new Sweet Potato Chips product. The chips are washed and rinsed several times, peeled and sliced in a wavy shape.

The chips are sprayed with water to help remove remaining starch on their surfaces before they enter the cooker.

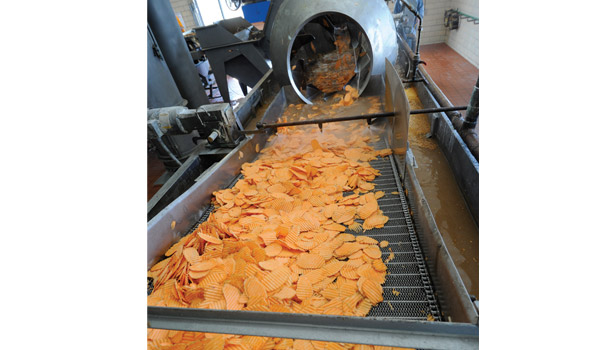
The chips emerge a deep orange/golden color after cooking.

Sweet Potato Chips leave the cooker and travel on a vibratory conveyor to remove excess moisture to one of several product inspection stations on the line.
Ballreich Bros.’ 75,000-sq.-ft. potato chip and snack plant churns out 2,000-5,000 lb. of product an hour. Manufacturing product on a just-in-time basis, the family owned and operated company in Tiffin, Ohio, also produces new Sweet Potato Chips and shoestring Potato Sticks in three flavors.
If anybody knows spuds and how to make delectable wavy or “Marcelled” potato chips out of them, it’s Ballreich Bros. Inc. The Tiffin, Ohio-based chip maker currently markets about 70 stock-keeping units (SKUs) available under the Ballreich’s brand and several private labels. About 35 of the SKUs—all of the potato-based products—are made in-house. Snacks such as popcorn, pork rinds, party mix, pretzel sticks, rings and rods, tortilla chips and other items are contract-packaged.
Available in supermarkets, big-box retail stores, convenience stores, garden shops, hardware stores, clubstores, hotels and other foodservice venues—practically anywhere chips are sold—the snacks and chips are distributed in most areas of Ohio as well as Michigan and parts of Indiana and Wisconsin. They can also be ordered by phone and online at www.ballreich.com. “Mostly, we do direct-store-delivery (DSD) and also have a few international and national contracts,” says Haley Thomas, director of sales and marketing.
Running one eight-hour shift a day, four days a week, and saving a day for maintenance and cleaning, the plant cooks the regular potato chip varieties and shoestring Potato Sticks in soybean oil, while the Sweet Potato Chips are fried in cottonseed oil, which
enhances their flavor, says Thomas’ father and president/CEO Brian Reis. Ballreich’s sources its potatoes locally when seasonally possible, from a farm less than 30 minutes away from the plant. Off-season, it purchases potatoes from several states, including Florida and the Carolinas. Currently, it gets its sweet potatoes for the new Sweet Potato Chips, launched in September 2013, from North Carolina.
“Last year, we conducted a test plot with a local farmer, and this year, we’ll conduct two more tests with various local farms,” Thomas explains. “Going forward, we hope to source more of the sweet potatoes locally, in addition to getting them from North Carolina.”
Just-in-time processing
The production operation functions on a just-in-time basis, explains Reis. “We produce 2,000-5,000 lb. of product an hour, depending on the season, and incoming potatoes are inspected and processed the same day. We go through everything [you see] here in about a week,” he says, pointing to all the stored ingredients and sweet potatoes being staged for processing.
On the day of Snack Food & Wholesale Bakery’s visit, the company’s sole chip-processing line was just finishing a batch of shoestring Potato Sticks and then quickly launched into making the Sweet Potato Chips. As we walked through a warehouse, erected shipping cases traveled on a mezzanine conveyor to the packaging area. We stopped at a staging area, where 1,200-lb. totes of raw sweet potatoes were lined up in a row. “We don’t run the sweet potatoes as often as regular potatoes—maybe six hours a week—so that’s why we bring them in this way,” Thomas says.
The regular potatoes arrive at the plant via semi-trailer in 50,000-lb. quantities. A hydraulic lift on the exterior of the plant unloads them and “maxes out” at a 40-deg. angle. The potatoes take about 20 minutes to unload, as they’re inspected for quality by plant personnel. They then roll down a chute and up a conveyor inside, where they gather in a large bin in a temperature-controlled room. The proprietary temperature is critical, even at this stage, Thomas says; too cold and the starch in the potatoes will convert to sugar and caramelize when fried, turning the chips too dark. Too warm, and they’ll soften and become mushy, she says.
Multiple rinsing, cleaning cycles
All processing stations were built in straightline fashion, Reis points out. “It’s all linear, so we save floorspace,” he adds. In the case of the sweet potatoes, rinsing is next. The sweet potatoes are dumped into a rinser and inspected before they travel by conveyor to an upper level of the plant via a hydraulic lift elevator system. Then, they’re peeled, and the peels are collected and sent to local hog and dairy farms.
The peeled potatoes are rinsed again, and the excess wash water is allowed to escape from the conveyor into a collection container. “We try to be as environmentally conscious as possible, which can also save money,” Reis says. “The water has to be filtered and must be as clean going out as it comes in. Nothing goes down the drain.”
Line employees called “peelers” remove any imperfections in the potatoes, such as dark spots, and the load travels through the system as it passes this quality checkpoint.
Next, with the help of a screw auger, the potatoes move up the conveyor to a pair of twin slicers. A cutting wheel inside each slicer measures about 14 in. in diameter and has eight cutting blades. Each blade has a ripple shape that creates Ballreich’s signature “Marcelled” or wavy look. Ballreich’s continues to refer to the chips being “Marcelled” on the front panel of its bags. However, the blades can be switched out when making the flat version of the chips or the Potato Sticks.
After slicing, the potatoes are churned again in an 8-ft.-long washer to remove excess starches before they’re cooked. Leaving the rotating bin system, the potatoes are then sprayed with water to help remove any remaining starch on their surface. “Timing is critical to produce a great chip,” Reis explains.
As the chips convey downstream, they’re “bounced” dry on a vibratory conveyor that again removes any excess water before they enter a cooker. Hydrogenated soybean oil is used to fry most of the chips. The cooker, which measures about 30 ft. long, cooks 8,000 lb. of potatoes an hour at a proprietary temperature using 1,000 lb. of oil. Paddles push the chips forward through the cooker and keep the chips under the oil throughout the cooking process to be sure they cook properly.
As the extremely hot Sweet Potato Chips emerge from the cooker, they absorb the oil as they travel up an elevating conveyor to a salt applicator and seasoners. Fine salt grains are mechanically sprinkled onto the chips as they cool. After leaving the salting system, the chips feed past another quality checkpoint where unsatisfactory chips are removed by Quality Assurance (QA) staff called “pickers.” The chips then pour into stainless-steel trays that function like an old-fashioned waterwheel, transferring them to a bucket elevator conveyor that leads them to the topmost level of the plant for seasoning. Various types of special seasonings can be applied through one of seven adjustable vibratory seasoning systems. Then the chips carefully dribble into one of seven eight-bucket weighing systems that dispense them through a chute leading down to one of seven vertical form/fill/seal (vf/f/s) bagging machines on the production floor below.
Saving space and packaging materials
An optical inspection system reads the amount of chips falling through each bag-forming tube. The bagging machines fill the bags based on specific bag-size parameters, unwinding bag film from rolls. The lines run 60-70 bags per minute, on average. The vf/f/s machines shape the packaging film, sealing the back and tops of the bags before filling them and sealing the bottoms.
The filled, sealed bags are then cut into individual packages and drop into a round, steel chute in the floor. The space-saving chute leads the bags to the warehouse/packaging operation on the lower level.
“We built three stainless-steel chutes because they save a lot of conveying time and are very efficient,” Reis says. Case packing and other packaging functions take place on the lower level of the plant. The bags actually land on top of one of four large accumulating turntables in the packing room, to be case-packed by line operators according to order requirements.
At this point, employees randomly check bag weights, sealing parameters, price labeling and other criteria before they load the filled bags into corrugated shipping cases, close the flaps by folding them inward and layer the filled cases onto pallets. “Bag audits” are conducted every 15 minutes to determine product quality, check for defects, monitor temperatures, bag appearance and other factors. On this particular production run, operators were packing 14 bags of Sweet Potato Chips per case. Depending on bag size, each case can hold anywhere from seven to 72 bags.
The two-way, returnable shipping containers are printed either in red or black type, which varies with every new order coming in. “That’s so we know exactly what’s being packed and how long the cases will last through a run,” Thomas notes.
They also add environmental-friendliness, as they can be reused as many as 20 times. “In order to increase [turnarounds] on them and reduce waste, we changed our returnable cases from glued-flap bottoms to 1-2-3 bottoms in the last year,” she says.
The cases are manually erected and travel along the conveyor to the packing line, where they’re used to the products. As many as seven to eight layers high, the pallet loads are then forklifted into one of three warehouses, but as Reis says, everything is produced on a just-in-time (JIT) basis, so the loads don’t linger in storage very long.
In the warehouses, the loads are picked up at loading dock by truck drivers who make deliveries to distributors and local stores and by independent distributors who arrive to load the product directly into their own trucks. Ballreich trucks then deliver to stores and foodservice operations statewide and in surrounding areas.
The production and packaging lines have evolved over time. The shipping cases aren’t ink-jet-coded with production or destination information as yet, because they’re constantly reused. “We were going to label them, but instead, we palletize them and place them in a staging area according to their destination,” Reis says.
“The plant is old, but we keep everything clean and in good shape. Everything flows quite well,” he adds, pointing to posters on the wall containing messages about food safety and safe practices. “A lot of the equipment was designed in-house and installed by a family member. We’ve looked at automating the package area further, but what you see taking place, with the manual packing functions, works best for us because we get the least amount of breakage with the most efficiency. Large companies might argue that, but for our business, it really works.”
Revised to save space, the production line and seven packaging lines will most likely be modified again. “We’re running so many products at a time, that if we grow any more, we’ll need to change the configurations again,” he says. “We used a computer-aided design (CAD) system to configure this layout. We hope to add a new logistics ERP (Enterprise Resource Planning) system that tracks a sale from the time it’s ordered to the time it’s in the store, and may need to rearrange things for our next SQF (Safe Quality Food) certification, but everything comes in its time.”
Perhaps that’s why some of the biggest companies in the country like working with Ballreich’s. “When they need something, they get our full attention, and they get what they need as soon as possible,” Reis adds. “They aren’t pricing us out of the ballpark, and they’re good to us. We accommodate them, and we sell.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!